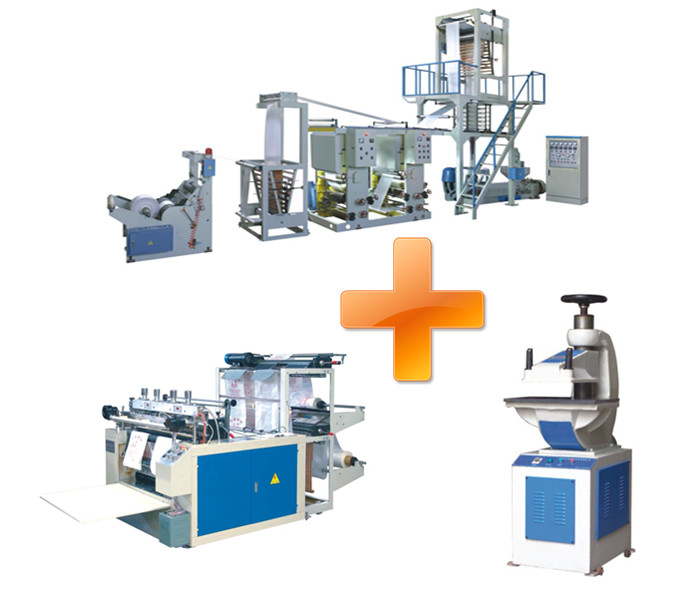
低密度聚乙烯微薄薄膜采用挤出平吹成型方式,工艺流程如图1-1(c)所示。挤出平吹法成型低密度聚乙烯薄膜用设备结构比较简单,不需要高大厂房,设备生产操作和维修都比较方便。一般多用此种假设结构生产厚度在0.02mm左右,折径不大于300mm薄膜。
由于聚乙烯微薄薄膜具有无毒、无味、透明度较好、开口性和热封性好、能印刷各种图案等特性,所以,多用来作各种食品的包装膜。
1. 原料选择
选用熔体流动速率(MFR)在2-5g/10min范围内的低密度聚乙烯树脂。由于薄膜是用来作食品包装,要求LDPE树脂的卫生指标应符合GB9687-88标准规定(见表5-10)
2. 设备条件
用螺杆直径为∮30mm,挤塑PE料通用型挤出机。螺杆长径比为20:1,压缩比为3:1,螺纹为等距渐变型螺杆结构。
成型模具机构类似于塑料管成型用模具结构(见图5-2)。口膜直径为∮75mm.
3. 挤出平吹成型薄膜工艺参数
㈠机简各段工艺温度:加料段120-135℃,塑化段140-165℃,均化段170-180℃。
㈡成型模具温度为165-175℃。
㈢膜泡吹胀比在2-3之间,牵伸比在3-5之间。

| |||||||
 中文版
中文版